From 30% to 85%: Why Is Pharma Packaging Line Efficiency Optimization So Damn Hard?
A few days ago on Reddit, I saw a post from a guy working in an Irish pharma factory: “I worked on a packaging line in a small factory in Waterford making St. Johns Wort about 15 years ago. It was fully manual packing bottles into boxes.”
15 years. From fully manual to now everyone talking automation, intelligence, Industry 4.0. Sounds like this industry should’ve transformed completely, right?
Yet the truth is—industry data shows typical pharma packaging line OEE (Overall Equipment Effectiveness) averages only around 30%. Some lines drop as low as 17%. Meanwhile, “world-class level” is 85%+.
That 55 percentage point gap—where exactly is the bottleneck?
Compliance Is the “Golden Headband,” Efficiency Gets Sacrificed
On Reddit’s r/PLC board (dedicated to industrial automation discussion), a hot thread with 97 comments asked: Which industry has the best automation work environment?
About pharma, one practitioner said something brutally honest:
“Pharma is clean, but boring. You’ll spend far more time writing documents and attending meetings than you will designing or programming anything.”
This isn’t complaining. This is reality.
In pharma, GMP (Good Manufacturing Practice) is absolute law. Every piece of equipment’s installation, operation, and maintenance requires validation. And it’s not validate-once-and-done—change a part, adjust a parameter, even switch raw material suppliers, you might need revalidation.
A Quora user shared an incident he experienced: Their company produced 249 batches without issues. But batch 250? Exploded. The cause? Trace potassium bicarbonate residue from a previous step catalyzed a never-before-recorded chemical reaction. They had to completely scrap the original process and redevelop using azide-free chemistry.
“Although yields were lower and total costs were higher, the risks were just not worth it.”
This is pharma logic: safety and compliance always rank above efficiency. The problem? When compliance becomes a “golden headband,” efficiency gets squeezed.
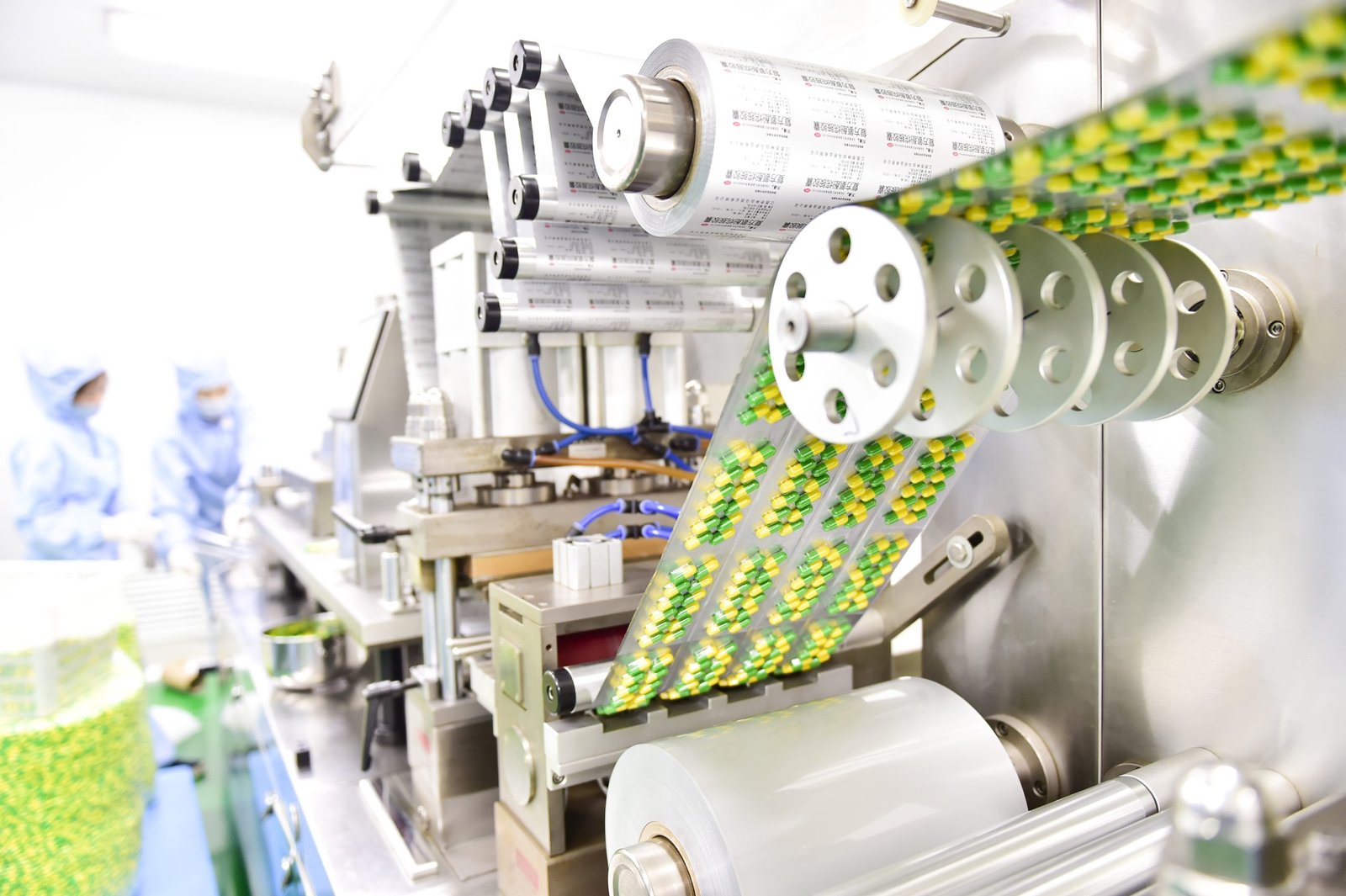
The Blister Packing Machine “Multiple Choice”: Faster or More Stable?
Talking pharma packaging, Blister Packing Machines are unavoidable.
On Reddit’s r/pharmacy, there’s an interesting discussion: Why don’t Americans use blister packs much?
“Most packaging of solid dosage forms in many countries, especially tropics, desert, other similar climates are in unit dose due to stability.”
Blister packaging advantages are obvious—good sealing, easy counting, high patient compliance. But choosing the right Blister Packing Machine? That’s not so simple.
The market mainly has two types: Roller Type and Flat Type. Simply put, roller types are fast but relatively lower precision. Flat types are precise but slower. Which to choose? Depends on product characteristics, batch size, and budget.
Someone doing packaging equipment procurement on Quora said he’s seen too many companies buy unsuitable machines just to save money. Result? Either high defect rates or frequent downtime. Total cost ends up higher.
Choosing a reliable Pharmaceutical Equipment Manufacturer might matter more than purely chasing equipment specs. After all, whether equipment problems get quick response, whether local technical support exists, whether validation documentation is complete—these “soft” factors often determine whether a packaging line can run smoothly.
Automation’s “Beautiful Fantasy” vs. Brutal Reality
“Will robots replace operators?”
This question sparked 53 comments on Reddit’s r/biotech. Someone did the math: one robot costs about $40,000. One operator costs $70-100,000 annually. From pure economics, replacing humans seems cost-effective.
But a veteran threw cold water:
“Take connecting a hose from point A to point B. This is a task two humans can do with done by/checked by signature in an electronic record in about 10 minutes. With a robot, does it have the required dexterity to manipulate a tri-clamp? Can its vision system resolve between a clean, integral silicone gasket or a dirty, broken one? Can it react to items being out of place?”
More critically, validation costs. He continued:
“What’s the purchase price? Annual vendor service contract? Spare parts? On site maintenance techs? Initial FAT/SAT/IOQ? PQ and validation? Initial automation costs? Ongoing automation support? Revalidation costs?”
His conclusion: In GMP environments, many “simple” tasks are actually not simple at all.
However, others shared different experiences. One user said he participated in building a fully automated molecular workflow platform. $100 million investment replaced the workload of 250 operators. ROI? “Paid back first year. Annual revenue growth long exceeded construction and validation costs.”
So automation isn’t a question of can or can’t. It’s whether it’s worth it. This depends on your scale, product complexity, and acceptable investment return period.
Those “Accepted by Default” Efficiency Losses
By now you might ask: If equipment is so advanced, why doesn’t OEE improve?
An industry consulting case provides the answer.
A supplement company’s packaging line always had labeling issues—labels crooked, operators pick out products, peel labels, relabel, then put products back online.
“The problem in question had always existed and when it occurred it was simple for the operator to fix and get the line running again. The operators had reported the problem many times, but no one seemed to be particularly interested because its true impact on the line capacity was not being measured and understood.”
These “hidden accepted working practices” are efficiency killers. Each incident “wastes just a few seconds,” so it doesn’t get recorded in daily reports. But after installing real-time monitoring, they discovered—this “minor issue” caused 10% capacity loss.
Root cause? Just a worn feeding mechanism. After fixing it, capacity immediately improved.
Similar examples abound. Like a blister sealing machine’s 5% defect rate. Lean Six Sigma teams couldn’t find the cause until they used an OEE system correlating sealing plate temperature, heating cycles, positioning parameters, and raw material suppliers—ultimately discovering different suppliers’ aluminum foils had slightly different heating and sealing characteristics requiring adjusted heating curves. After fixing, defect rate dropped from 5% to 0.5%, saving about £120,000 in packaging costs per line annually.
Efficiency Optimization’s “Last Mile”
After discussing so many problems, let’s talk positives.
Pharma is experiencing a turning point. Past few years, everyone’s energy got consumed by serialization and track and trace regulations. Now these projects have basically landed. Companies finally have bandwidth to look back—how much untapped potential do our packaging lines still have?
An industry expert wrote in Pharmaceutical Technology:
“Supply chain visibility, predictive maintenance, Big Data, and OEE live tracking are now becoming increasingly pertinent in pharma.”
I initially thought pharma was too conservative, too slow. How could it catch up to other industries’ efficiency levels? But I later realized—the issue isn’t they don’t want change. It’s that they change differently.
Other industries chase “speed.” Pharma chases “stability.” All improvements must have data support, validation records, documented trails. This looks slow. But once systematized, every improvement is solid and replicable.
The gap from 30% to 85% can’t be crossed in one step. But with the right direction, tackling problems one by one, it’s not impossible.