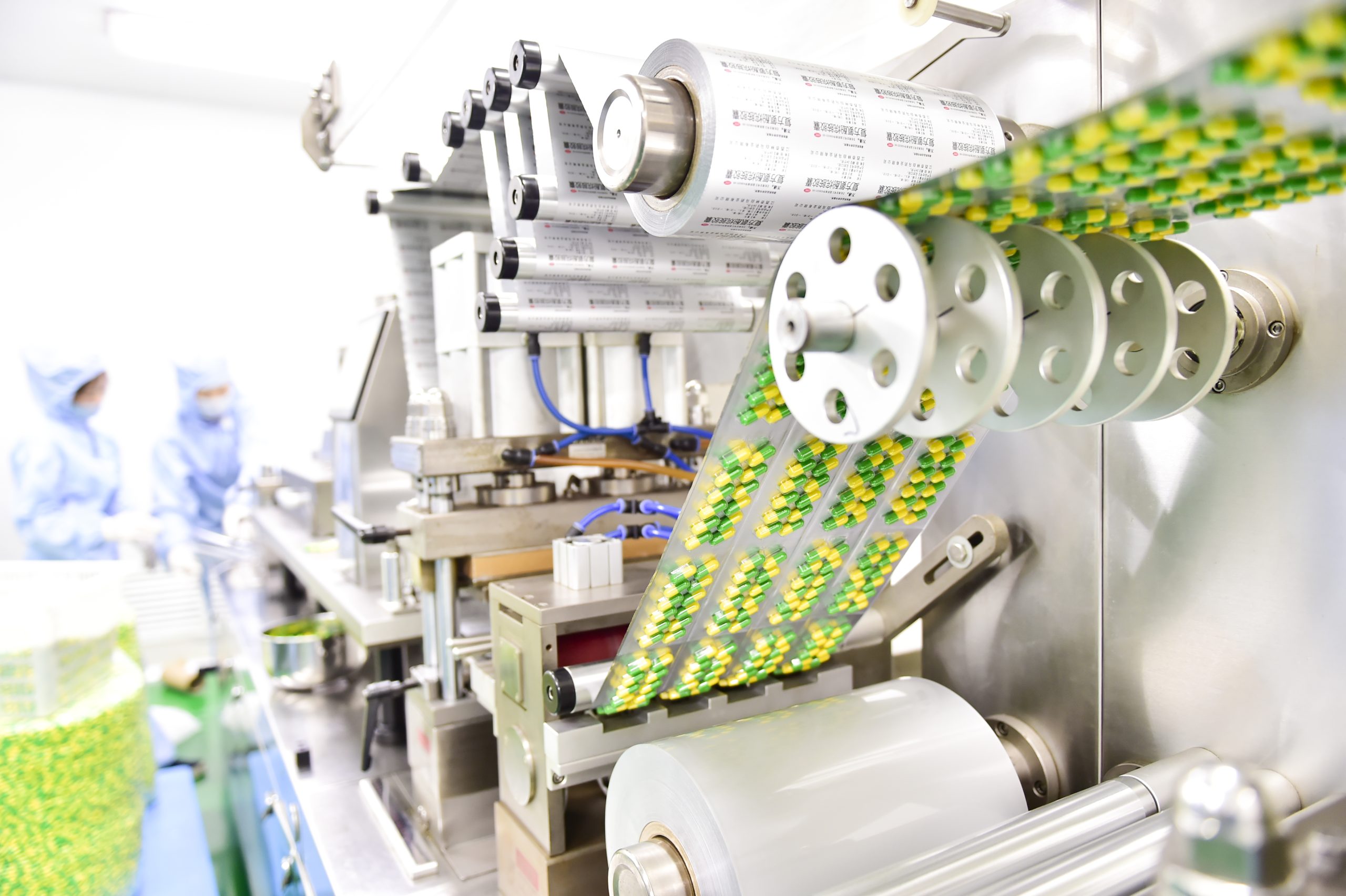
Single-Lane vs Multi-Lane Packing Machine: Get This Wrong and Lose $100K
Last year, global packaging machinery hit $50 billion. But here’s what caught my eye. A Reddit post. Some entrepreneur dropped $30K on a multi-lane machine. It spent more time broken than running.
This isn’t rare.
Search “Multi-Lane Packing Machine” online. You won’t find promo videos. You’ll find desperate founders asking: “Is this thing worth it?”
Budget: $3,000. Reality Check: $30,000
Let’s talk money first.
One Reddit user wanted a cheap Sachet Packing Machine. Simple requirements. Weigh 1.5g of powder accurately. Seal PET/AL/PE bags. Nothing fancy. Budget cap: $3,000.
The replies crushed him.
“Even Chinese machines cost $8,000-$10,000 with shipping and duties. Your budget won’t cut it. Not even used.”
This checks out. Quora discussions show professional sachet machines run $10,900 to $65,000. Want multi-lane for higher output? Double that. Minimum.
The real anxiety isn’t price though. It’s this question: When should you switch from manual to automated?
One custom vitamin powder seller wrote: “I’m exhausted from hand-weighing and bagging daily. But if orders don’t grow, that machine investment dies.”
That hits home for small business owners. Automation isn’t just buying equipment. You’re rebuilding workflows. Training staff. Stocking spare parts. These hidden costs burn more than the machine itself.
“I Need 20 Hoppers”: The Custom Production Nightmare
One Reddit post nailed this problem perfectly.
A founder wanted online custom vitamin powders. Customers pick ingredients and doses. System generates formulas. He handles production.
Sounds great, right?
Reality hit hard:
- Some ingredients need 50-200mg precision (like caffeine)
- Others need 8g per sachet
- Every customer wants different formulas
- Over 20 raw materials involved
He wanted one machine handling multiple ingredients. Auto-dosing. Auto-filling sachets. What he found? Multi-lane machines either handle single pre-mixed powders. Or cost pharmaceutical-grade fortunes.
One industry insider replied bluntly: “You need a Pharmaceutical Equipment Manufacturer for custom multi-ingredient dosing systems. Connected to fill-seal machines. Budget? Hundreds of thousands. Or just outsource to contract manufacturers.”
His solution? Ditched sachets. Switched to 500g-1kg jars. Why? One mix. One fill. Equipment costs dropped 80%.
Key lesson: Sometimes changing your product beats forcing equipment to fit.
Single-Lane vs Multi-Lane? Wrong Question
People assume multi-lane means higher output.
True. Multi-lane machines fill 4, 6, even 10 bags simultaneously. Several times faster than single-lane. But a Quora packaging engineer said something smart:
“Multi-lane suits high-volume, standardized production. If you switch products daily or orders fluctuate, single-lane is more flexible.”
Why?
Multi-lane calibration complexity grows exponentially. Imagine syncing 6 lanes. Same weight. Same seal. Same cut. One hiccup stops everything. Single-lane? One line fails. Others keep running.
A Reddit spice business learned this hard way. They wanted multi-lane efficiency. But they produce dozens of spice blends daily. Cleaning and calibrating all lanes between products took longer than single-lane ever would.
Bottom line: Under a million units yearly? More than 10 SKUs? Single-lane with modular expansion wins.
Chinese Equipment: Cheap But…
This topic sparks Quora wars.
Some say: “Avoid Chinese machines. Cheap upfront. Expensive headaches later.”
Others counter: “We got a custom Chinese system for $20K. Three years. No major issues. Find the right supplier.”
Here’s the truth:
Chinese packaging machines vary wildly. Top-tier Pharmaceutical Equipment Manufacturers supplying Pfizer or J&J match European quality. But they’re not cheap either. Those $500 “auto-packers” on Alibaba? Basically toys.
One Reddit horror story: A seller bought a $30K American-brand machine. Broke three times in five months. Customer service ghosted him. His rant: “Should’ve bought Chinese. Half the price. If it breaks, just buy another.”
Bitter? Sure. But it reveals truth: Reliability doesn’t equal brand premium. The real trap isn’t origin. It’s after-sales service and parts supply chains.
Buying Chinese equipment? Remember three things:
- Find manufacturers with overseas service networks
- Lock down spare parts terms before signing
- Demand on-site training and video manuals
Hidden Costs Nobody Mentions
The scariest expense isn’t upfront. It’s the endless bleeding afterward.
Reddit’s manufacturing board shared real hidden costs:
1. Maintenance
“Our sealer needs new heating bars twice yearly. $200 each. Sounds small? Obscure brands ship parts from Europe. $500 just for freight.”
2. Downtime Losses
“Machine breaking isn’t scary. Waiting three days for a technician is. Delayed orders. Angry customers. Losses ten times the repair bill.”
3. Consumables
“I only checked machine price. Then discovered sealing film, belts, sensors must be OEM-specified. 30% markup. No substitutes allowed. Or warranty void.”
Even sneakier: Operator wages. Automation doesn’t mean firing people. You need someone who understands mechanics. Can calibrate. Handle emergency repairs. Those skills cost money.
A Quora equipment supplier said it straight: “Machines last 10-15 years. But ROI depends on the first three years. Can you master the machine? Train your team? That matters more than specs.”
So… Should You Go Multi-Lane?
After all these horror stories, packaging machines seem like traps.
But don’t forget the wins.
One Reddit meal-kit entrepreneur shared: “Our four-lane Sachet Packing Machine boosted daily output from 2,000 to 8,000 packs. $50K investment. Paid back in three months. Key? Single product. Stable orders. Machine runs at full capacity.”
A coffee powder brand found a middle path: “We debated single vs multi-lane. Bought single-lane with expansion ports. When volume grew, we added modules for dual-lane. Saved half versus buying multi-lane upfront.”
My recommendations:
- Under 1 million packs/year: Single-lane + outsource overflow
- 1-5 million packs/year: Single-lane + modular upgrade capability
- Over 5 million packs/year: Go multi-lane. Stick with mainstream brands
- More than 15 SKUs: Skip multi-lane. Flexibility beats speed
Most important: Don’t treat equipment as a magic fix.
80% of packaging bottlenecks aren’t machines. They’re supply chain management. Quality control. Staff training. I’ve seen owners buy expensive equipment. Then raw materials run short. Warehouse planning fails. Operators aren’t trained. Machines sit idle.
That’s money wasted.
Final Thoughts
Multi-Lane Packing Machines aren’t mysterious black boxes. They’re tools.
Used well, they transform workshops into factories. Used poorly, they become expensive decorations.
Reddit and Quora discussions aren’t valuable for answers. They’re valuable for real struggles. Trial and error. Honest reflection. They remind us: Automation isn’t the finish line. It’s where new challenges begin.
If you’re debating a packing machine, ask yourself three questions:
- Can my order volume cover equipment depreciation?
- Can my team actually operate this machine?
- If business pivots, will this equipment still matter?
Answer these first. They matter more than any spec sheet.